Популярное
Популярное- Новинки
- Горячие новинки
- Аудиофанфики
- Все фанфики
- Рекомендации
- Коллекции
- Заявки
- Конкурсы
- Фанфик в файл
- Таблица переводов
- 0
 Включить тёмную тему
Включить тёмную тему - Справка по сайту
 Включить тёмную тему
Включить тёмную тему|
26 августа 2019
|
|
|
На счет наличия в таких рафинированных сталях большого количества азота , согласен , но в данном случае основной вред наносили сера и фосфор , в несколько меньшей степени остаточный кислород и всяческие включения , а уж высокое содержание водорода , приводившего к флокенам в обычных мартеновских и электросталях - было огромной головной болью металлургов. В томасовских сталях подвергнутых двойному рафинированию синтетическими шлаками имелось очень низкое содержание и серы и фосфора и водорода и включений делало их лучше чем выплавленные и в электропечах . Не надо так-же забывать ,что изрядное количество азота попадало в стали с легирующими и ферросплавами и с раскислителями - особо в электропечах выплавленных. В электросталях содержание обычно азота ещё более чем в томасовских и достигает до 0.012% и даже 0.015% 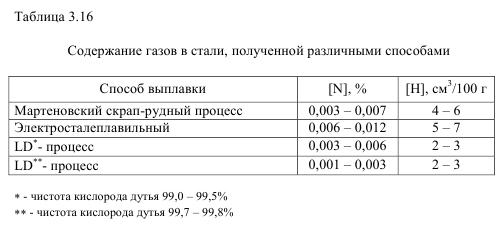 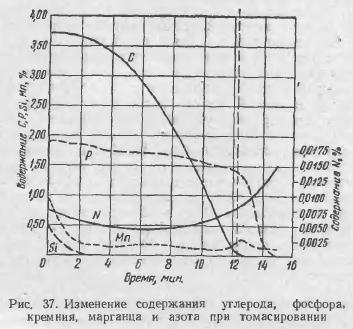 Тем не менее такие стали считались равноценными и выплавленным в основных мартенах и в электропечах (в электросталях содержание азота ещё более ) . Именно за счет низкого Но при рафинировании двумя синтетическими шлаками по Р.Перрену томасовских сталей продувку в конвертере не доводили до периода передувки (12 минута на рисунке), в которой основная часть фосфора и удаляется, т.е. именно когда томасовская сталь интенсивно набирает при продувке азота. Стараясь удержать содержание азота ниже 0.0075%. Удаление большей части фосфора производилось за счет реакции с основным окислительным шлаком . При рафинировании основным окислительным шлаком томасовского полупродукта с 0.4-0.5% фосфора ,его содержание падало до 0.04-0.05% и ниже , с 0.06% до 0.011% и с 0.022% до ниже чем 0.007% . В рельсовом бессемеровском металле обработка основным окислительным шлаком снижала содержание фосфора с 0.05-0.092 % до 0.01-0.03% Так как рафинирование основным окислительным шлаком сопровождается стремительным и бурным вскипанием металла ,то при этом удалялся почти весь водород и некоторая часть азота ,не более чем 20% . Таким образом общее содержание азота после первого рафинирования не превышало 0.007% , после второго рафинирования основным восстановительным шлаком не более чем 0.065% азота . Для некоторых марок сталей снижение содержание азота при обработке основным восстановительным шлаком напротив очень велико . Так при обработке основным восстановительным шлаком мартеновской стали 45 содержание азота упало с 0.004% до 0.0023 , сталей 38Х и 40Х с 0.0041% до 0.0023% А для некоторых марок сталей содержание азота при обработке основным восстановительным шлаком возрастает в два и более раз . Так при обработке основным восстановительным шлаком стали ШХ15 содержание азота увеличивалось с 0.0025% до 0.006% ! Известно так-же что при обработке сталей окислительными или восстановительными шлаками содержащих двуокись титана содержание азота тоже увеличивается . Для рафинирования основным восстановительным шлаком содержание окиси титана в нём в количестве 3-5% весьма полезно - улучшается удаление серы из сталей . Но наблюдается восстановление титана и переход его в металл . Содержание титана в синтетическом шлаке в количестве 3-5% , приводит к тому его восстанавливается и переходит в металл минимально от 0.03-0.05% . Это количество даже и для томасовской стали в несколько раз более чем азота . Для полного связывания азота сталей в нитриды титана ,самого титана должно быть в 3.3 раза более чем азота . Сродство титана к азоту несоизмеримо более чем у железа и даже более чем у хрома и более чем сродство титана и углерода . Потому в сталях с титаном весь азот связан в нитриды титана( очень мелкие , твёрдые и жаростойкие включения ) , и вредного воздействия азота на стали не наблюдается . Стали с содержанием титана в 3.3 раза более чем азота - процессу старения не подвержены . При содержании в сталях азота в 0,004 % уже небольшого количества титана около 0,02 % - оказывается достаточно для полного связывания азота в нитриды. Хотя для некоторых современных марок сталей засорение нитридами титана не то ,что нежелательно . а просто недопустимо! Качество автолиста ухудшается при самых незначительных количествах нитридов титана. Р. Перрен использовал добавление окиси титана в синтетические шлаки . Для рафинирования электросталей использовался им например кислый шлак такого состава : 47-48% кремнезема , 5-6 двуокиси титана , 17-18 % глинозема , 6-7% окиси кальция , 15-16% окиси магния , около 9% окиси марганца и менее чем 0.5 % окиси железа . Для связывания азота электросталей в нитриды титана . Известно ,что ещё Обухов открыл , что при тигельной плавке под флюсом содержащим ильменит или титаномагнетит качество тигельной стали резко улучшается ! За счёт восстановления некоторого количества титана из флюса и перехода его в сталь ! Введение титана в стали позволяет осуществить очень полезную операцию микро-легирования сталей бором ! Особенно полезную для цементированных броневых сталей . Бор в микроколичествах резко улучшает и прокаливаемость сталей . А так-же улучшает прокатываемость и способность к глубокой вытяжке большинства сталей - уже за счет связывания азота в нитрид бора . Легирование или микро-легирование бором большинства сталей содержащих хотя-бы и малые количества азота бесполезно . Бор не легирует стали , а связывается в нитриды . Что-бы бор оказал действие на стали , надо азот связать в нитриды химического элемента имеющего большее сродство к азоту чем у бора . Проще всего введением в стали малых количеств титана , которого вводят уже в 4-6 раз более чем азота . Диапазон оптимальных количеств бора для подавляющего большинства сталей крайне узок и очень мал по количеству обычно находится в пределах 0,001-0,0025%. Выдержать это весьма и весьма сложно ,но вполне реально , особенно при внепечном легировании . Но и в таких сверхмалых концентрациях 0.002% бора эквивалентно легированию присадкой из 1,33% никеля+ 0,31% хрома + 0;04% молибдена . Прокаливаемость стали с 0.002% бора идентична стали с 1.5% никеля . Для стали типа 40ГФ введение 0.027% титана и 0.0013 % бора ( и при 0.004% азота ) увеличило прокаливамость на глубине 12мм с 25HRC до 50 HRC и на 30мм с менее с менее чем 20HRC до 28-30 HRC . Для цементированных броневых сталей типа Гарвея и Круппа это тоже важно ! Крупповская хромо-никелевая броня лучшего качества на 10-е годы 20-го века содержала углерода 0.31% , кремния 0.02% , серы 0.02% ( но частым было и до 0.06% серы , фосфора 0.02% ( но опять были до 0.05% фосфора ) , марганца 0.30% , никеля 3.5-4% ,хрома 1.5-2% . Т.е. броня была раскислена крайне плохо ! Алюминий и силицид кальция для раскисления толком ещё не употреблялись . а кремния и марганца для раскисления тут недостаточно , а для нейтрализации серы надо иметь тут марганца от 0.4% и выше . По Тыжнову для само-раскисления сталей по кремний-восстановительному кислому процессу надо от 0.3% и выше кремния . |
|
Включить тёмную тему