|
В продолжение темы брони, а так же этого и этого постов, конспективно по статье и другим.
Наиболее массовые в 30-е годы в СССР: Противопульная броня - кремне-марганцево-молибденовая 1-П (она же ИЗ) углерода (C) 0,32 – 0,37% кремния (Si) 1,2 – 1,6% марганца (Mn) 1,2 – 1,7% молибдена (Mo) 0,30 – 0,50% Противоснарядная - хромо-никель-молибденовая 11-С углерода (C) 0,20 – 0,40% хрома (Cr) 1,5 – 2,5% никеля (Ni) 1,5 – 2,5% молибдена (Mo) 0,30 – 0,50% ---- Корабельная - сталь ХНМ (высоколегированная), из неё же делали тестовые плиты для определения бронепробиваемости снарядов Противоснарядная ФД-4654 [«7-ПСК»] для брони средних танков С=0,18 – 0,22; Сr=1,3 – 1,7; Ni=2,0 – 2,5, Мо=0,3 – 0,4 Для Т-34 - Х-3 (при разработке), МЗ-2 (заводское, оно же "секретное" название) И-8С (экспериментальная серия) 8С (при серийном производстве) углерода (C) 0,2 – 0,28% кремния (Si) 1,1 – 1,6% марганца (Mn) 1,0 – 1,5% хрома (Cr) 0,7 – 1,0% никеля (Ni) 1,0 – 1,5% молибдена (Mo) 0,15 – 0,25% Картинка-таблица марок и состава брони для Т-34 Уточнение - по сере и фосфору даны предельные концентрации, в реальных образцах обычно заметно ниже. Никель и молибден - т. н. "остаточные". Для Т-34-85, для башни - сталь средней твердости марки 71Л (авторы JI. В. Буталов, Н. И. Перов, С. И. Сахин, Р. Г. Хмелевский). Для танков КВ и ИС военного выпуска - 42С, 43ПС, 49С и 52С, в ходе войны повышением содержания молибдена - 42СМ и 43ПСМ Для брони более 100мм так же 53С Немецкая танковая броня осени 1944, после потери Никополя C.......0,41-0,49 Mn.....0,80-1,20 Si.......0,50-0,80 Cr......0,90-1,20 P........менее чем 0,03 S........менее чем 0,03 Немецкая броня из трофейной Пантеры выпуска 1943 года C - 0,34-0,44 Mn - 0,71-0,91 Si - 0,23-0,46 S - 0,014-0,023 P - 0,008-0,023 Cr - 1,25-1,79 Ni - 0,68-1,61 Mo - 0,05-0,18 Марки и состав германских бронесталей, картинки-таблицы 1 * 2 * 3 ... По «Королевскому тигру» — огонь! Снарядостойкость немецкого тяжеловесастальные листы корпуса изготовлены из катаной брони, термически обработанной на среднюю и низкую твердость. В соответствии с классикой танкостроения броня толщиной 80-190 мм имела степень твердости по Бринеллю 269-241, а толщиной 40-80 мм – 321-286. Такой разброс объясняется замером твердости на наружной и тыльной поверхностях броневого листа. Все броневые листы корпуса танка имеют плоскую форму, соединение осуществляется с помощью шипов и двусторонней сварки с применением механической разделки. Башня, за исключением бортов, также сварена из плоских листов при помощи шипов, наружных гужонов и механической разделкой перед свариванием. По химическому составу броня относится к хромоникелевой стали и состоит из: С — 0,34–0,38 %, Mn — 0,58–0,70%, Si — 0,17–0,36%, Cr — 2,05–2,24%, Ni — 1,17–1,30%, Mo – отсутствует, V — 0,10–0,16 %, P — 0,014–0,025% и S — 0,014–0,025%. Как видно, броня «Королевского тигра» отлично показывает состояние дела в немецкой промышленности того времени. Молибден ушел окончательно из состава брони к июню 1944 года, а ванадий остался в следовых количествах. Определенные проблемы были также и с никелем, который немцы до конца войны оставили только в броневых листах толщиной 125–160 мм и 165–200 мм. А вот с хромом проблем особых не было, его немцы щедро добавили в броню «Тигр Б» – он стал главным легирующим компонентов танковой стали. ... ====== ... Немецкие снаряды против советской брони: испытано на УралеГороховце подготовили два типа брони. Высокотвердые сплавы представляла марка 8С, ставшая основной броней для танков Т-34, а среднетвердые – сталь ФД-6633 для серии КВ. Кстати, отраслевое наименование брони для Т-34 – кремнемарганцевохромоникельмолибденовая сталь марки 8С. ... Химический состав стали 8С: 0,21–0,27% C; 1,1–1,5% Mn; 1,2–1,6% Si; ≤0,03% S; ≤0,03% P; 0,7–1,0% Cr; 1,0–1,5% Ni; 0,15–0,25% Mo. Броня из стали марки 8С обладала рядом существенных недостатков, в основном зависящих от сложности ее химического состава. К числу этих недостатков относились значительное развитие слоистости излома, повышенная склонность к образованию трещин при сварке и правке деталей, а также неустойчивость результатов полигонных испытаний и склонность к хрупким поражениям в случае неточного соблюдения технологии изготовления брони. Во многом сложности в достижении требуемых характеристик в металле брони марки 8С заключаются в повышенном содержании кремния, что привело к повышению хрупкости. Технология производства брони 8С с сохранением всех требований и в мирное время была малодостижима, не говоря уже о военном периоде тотальной эвакуации предприятий. Гомогенная броня средней твердости, к которой и относится ФД-6633, была разработана в СССР в конце 30-х годов в броневой лаборатории №1 Ижорского завода, впоследствии составившем основу созданного в 1939 году ЦНИИ-48. Не имея никакого опыта в разработке брони подобного класса, металлурги-ижорцы за 2 месяца полностью освоили производство. Надо сказать, что варить броню для тяжелых танков было проще, чем для средних Т-34. Незначительные отклонения от технологического цикла не вызывали столь серьезного падения качества, как в случае с 8С. В конце концов, броня средней твердости намного упрощала любую механическую обработку после закалки. Исключительным преимуществом гомогенной брони средней твердости являлась также малая чувствительность к трещинам при сварке. Образование трещин при сварке корпусов из брони этого типа представляло редкий случай, в то время как при сварке корпусов из брони 8С малейших отклонениях в технологии образовывались трещины. Это встречалось достаточно часто на Т-34, особенно в первые годы войны. Немного о химическом составе брони средней твердости. Прежде всего такой стали требуется молибден, доля которого не должна быть ниже 0,2%. Эта легирующая добавка снижала хрупкость стали и повышала ударную вязкость. В свердловском отчете 1942 года приводятся следующие данные по химическому составу брони средней твердости ФД-6633: 0,28-0,34% С, 0,19-0,50% Si, 0,15-0,50% Mn, 1,48-1,90% Cr, 1,00-1,50% Ni и 0,20-0,30% Mo. ... ====== ... Шкура битой немецкой кошкиВ Уотертауне осмотрели и другой образец брони «Пантеры». Это была не специально подготовленная карточка, а просто кусок, отколовшийся от борта танка при обстреле. На этот раз броня толщиной 52 мм содержала 0,44% углерода, 0,86% марганца, 0,27% кремния, 0,017% серы, 0,024% фосфора, 1,72% хрома, 0,10% ванадия, 0,02% меди, 0,015% алюминия и незначительное количество молибдена. Твёрдость оказалась выше, порядка 293–302 BHN. Качество брони опять было низким из-за недостаточной закалки, плохими были и сварные швы. Немецкие электроды содержали 12–15% хрома, 4,5–6,5% никеля, и 3,0–3,5% марганца. Американские металлурги отметили, что немецкие сварные швы содержат гораздо меньше хрома и никеля, чем американские — вероятно, из-за дефицита этих металлов в Германии. По мнению специалистов, это приводило к хрупкости швов и склонности к появлению трещин во время сварки. ... Толстая шкура немецкого зверинца ========= Для начала разберемся, что собой представляет броня рецепта 52С. Т-10, Т-54Плавочный состав металла следующий: С = 0,3 %, Si = 0,31 %, Mn = 0,41 %, S = 0,015 %, P = 0,012 %, Cr = 2,15 %, Ni = 2,07 % и Mo = 0,32 %. Отсюда - «Тупоголовыми и остроголовыми»: обстрел бронированных карточек в 1955 году ========== Свой путь: как в СССР пытались сварить двуслойную танковую броню, но не смогли О попытках производства цементированной и двухслойной гетерогенной брони для Т-26 Броня ПИ и МИ =========== Плиты средней твердости были изготовлены из марок стали 42С (танк КВ), 49С (танк КВ) и 66Л (башни и литые детали корпусов ИС-85 и ранние ИС-2), а плиты высокой твердости – 8С (танк Т-34) и 51С (катаная броня для ИС-2, ИСУ-122, ИСУ-152). От 75-мм до 105-мм: отечественная броня против немецких кумулятивных снарядов#Заклёпки #История 19 октября 2017
1 |
|
На счет наличия в таких рафинированных сталях большого количества азота , согласен , но в данном случае основной вред наносили сера и фосфор , в несколько меньшей степени остаточный кислород и всяческие включения , а уж высокое содержание водорода , приводившего к флокенам в обычных мартеновских и электросталях - было огромной головной болью металлургов. В томасовских сталях подвергнутых двойному рафинированию синтетическими шлаками имелось очень низкое содержание и серы и фосфора и водорода и включений делало их лучше чем выплавленные и в электропечах . Не надо так-же забывать ,что изрядное количество азота попадало в стали с легирующими и ферросплавами и с раскислителями - особо в электропечах выплавленных. В электросталях содержание обычно азота ещё более чем в томасовских и достигает до 0.012% и даже 0.015% 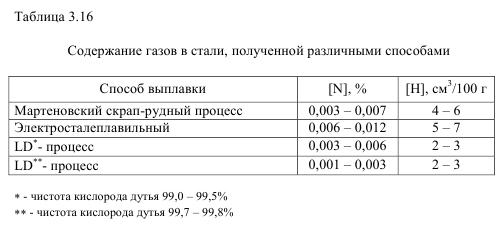 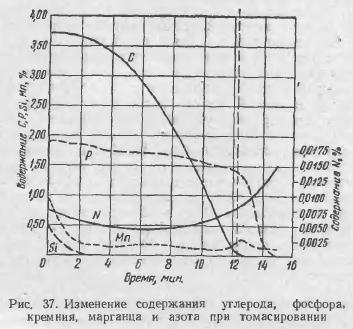 Тем не менее такие стали считались равноценными и выплавленным в основных мартенах и в электропечах (в электросталях содержание азота ещё более ) . Именно за счет низкого Но при рафинировании двумя синтетическими шлаками по Р.Перрену томасовских сталей продувку в конвертере не доводили до периода передувки (12 минута на рисунке), в которой основная часть фосфора и удаляется, т.е. именно когда томасовская сталь интенсивно набирает при продувке азота. Стараясь удержать содержание азота ниже 0.0075%. Удаление большей части фосфора производилось за счет реакции с основным окислительным шлаком . При рафинировании основным окислительным шлаком томасовского полупродукта с 0.4-0.5% фосфора ,его содержание падало до 0.04-0.05% и ниже , с 0.06% до 0.011% и с 0.022% до ниже чем 0.007% . В рельсовом бессемеровском металле обработка основным окислительным шлаком снижала содержание фосфора с 0.05-0.092 % до 0.01-0.03% Так как рафинирование основным окислительным шлаком сопровождается стремительным и бурным вскипанием металла ,то при этом удалялся почти весь водород и некоторая часть азота ,не более чем 20% . Таким образом общее содержание азота после первого рафинирования не превышало 0.007% , после второго рафинирования основным восстановительным шлаком не более чем 0.065% азота . Для некоторых марок сталей снижение содержание азота при обработке основным восстановительным шлаком напротив очень велико . Так при обработке основным восстановительным шлаком мартеновской стали 45 содержание азота упало с 0.004% до 0.0023 , сталей 38Х и 40Х с 0.0041% до 0.0023% А для некоторых марок сталей содержание азота при обработке основным восстановительным шлаком возрастает в два и более раз . Так при обработке основным восстановительным шлаком стали ШХ15 содержание азота увеличивалось с 0.0025% до 0.006% ! Известно так-же что при обработке сталей окислительными или восстановительными шлаками содержащих двуокись титана содержание азота тоже увеличивается . Для рафинирования основным восстановительным шлаком содержание окиси титана в нём в количестве 3-5% весьма полезно - улучшается удаление серы из сталей . Но наблюдается восстановление титана и переход его в металл . Содержание титана в синтетическом шлаке в количестве 3-5% , приводит к тому его восстанавливается и переходит в металл минимально от 0.03-0.05% . Это количество даже и для томасовской стали в несколько раз более чем азота . Для полного связывания азота сталей в нитриды титана ,самого титана должно быть в 3.3 раза более чем азота . Сродство титана к азоту несоизмеримо более чем у железа и даже более чем у хрома и более чем сродство титана и углерода . Потому в сталях с титаном весь азот связан в нитриды титана( очень мелкие , твёрдые и жаростойкие включения ) , и вредного воздействия азота на стали не наблюдается . Стали с содержанием титана в 3.3 раза более чем азота - процессу старения не подвержены . При содержании в сталях азота в 0,004 % уже небольшого количества титана около 0,02 % - оказывается достаточно для полного связывания азота в нитриды. Хотя для некоторых современных марок сталей засорение нитридами титана не то ,что нежелательно . а просто недопустимо! Качество автолиста ухудшается при самых незначительных количествах нитридов титана. Р. Перрен использовал добавление окиси титана в синтетические шлаки . Для рафинирования электросталей использовался им например кислый шлак такого состава : 47-48% кремнезема , 5-6 двуокиси титана , 17-18 % глинозема , 6-7% окиси кальция , 15-16% окиси магния , около 9% окиси марганца и менее чем 0.5 % окиси железа . Для связывания азота электросталей в нитриды титана . Известно ,что ещё Обухов открыл , что при тигельной плавке под флюсом содержащим ильменит или титаномагнетит качество тигельной стали резко улучшается ! За счёт восстановления некоторого количества титана из флюса и перехода его в сталь ! Введение титана в стали позволяет осуществить очень полезную операцию микро-легирования сталей бором ! Особенно полезную для цементированных броневых сталей . Бор в микроколичествах резко улучшает и прокаливаемость сталей . А так-же улучшает прокатываемость и способность к глубокой вытяжке большинства сталей - уже за счет связывания азота в нитрид бора . Легирование или микро-легирование бором большинства сталей содержащих хотя-бы и малые количества азота бесполезно . Бор не легирует стали , а связывается в нитриды . Что-бы бор оказал действие на стали , надо азот связать в нитриды химического элемента имеющего большее сродство к азоту чем у бора . Проще всего введением в стали малых количеств титана , которого вводят уже в 4-6 раз более чем азота . Диапазон оптимальных количеств бора для подавляющего большинства сталей крайне узок и очень мал по количеству обычно находится в пределах 0,001-0,0025%. Выдержать это весьма и весьма сложно ,но вполне реально , особенно при внепечном легировании . Но и в таких сверхмалых концентрациях 0.002% бора эквивалентно легированию присадкой из 1,33% никеля+ 0,31% хрома + 0;04% молибдена . Прокаливаемость стали с 0.002% бора идентична стали с 1.5% никеля . Для стали типа 40ГФ введение 0.027% титана и 0.0013 % бора ( и при 0.004% азота ) увеличило прокаливамость на глубине 12мм с 25HRC до 50 HRC и на 30мм с менее с менее чем 20HRC до 28-30 HRC . Для цементированных броневых сталей типа Гарвея и Круппа это тоже важно ! Крупповская хромо-никелевая броня лучшего качества на 10-е годы 20-го века содержала углерода 0.31% , кремния 0.02% , серы 0.02% ( но частым было и до 0.06% серы , фосфора 0.02% ( но опять были до 0.05% фосфора ) , марганца 0.30% , никеля 3.5-4% ,хрома 1.5-2% . Т.е. броня была раскислена крайне плохо ! Алюминий и силицид кальция для раскисления толком ещё не употреблялись . а кремния и марганца для раскисления тут недостаточно , а для нейтрализации серы надо иметь тут марганца от 0.4% и выше . По Тыжнову для само-раскисления сталей по кремний-восстановительному кислому процессу надо от 0.3% и выше кремния . |
|
|
Более того к настоящему времени по броневым сталям известно следующее ( например по данным изысканий Е.А.. Камаева ) ,что содержание кремния менее чем 1.2% является совершенно недостаточным для сохранения прочности и твердости стали на требуемом уровне , а более . чем 1,6% кремния всегда ведёт к резкому падению ударной вязкости, вызванному чрезмерным упрочнением феррита . Содержание хрома не должно быть менее чем 1.3% в таком случае его влияние недостаточно для увеличения прочности и прокаливаемости стали. Если-же хрома более чем 1.7 % ,то хотя и аустенитное зерно и измельчается (что ведёт к повышению пластичности стали ) ,но образование карбидов хотя и является фактором повышающим повышающим прочность, но однако резко снижающим пластичность стали и её ударную вязкость . Верхний предел содержания никеля должен быть не более чем 1.8% ,что-бы обеспечить ударную вязкость феррита , но не повышая его твердость выше нужного уровня . Содержание-же никеля ниже 1.4% не обеспечивает необходимой пластичности сталей . Содержание молибдена ограничен снизу 0.2% необходимыми для недопущения обратимой отпускной хрупкости . а выше 0.4% молибден в никель-хромистых сталях резко снижает ударную вязкость феррита . Оптимальным содержанием углерода для не подвергающейся цементации брони является более чем 0.44% и менее чем 0.48% . В общем по критериям Е.А.. Камаева крупповская броня никак не годится ,в ней очень мало кремния , слишком много никеля , хрома часто более 1.7% ,молибдена нет , марганца мало и т.д. Но это все им получено для не подвергающейся цементации довольно тонкой листовой брони с сквозной закалкой и низким отпуском и твердостью 48-50 и до 54-57 HRC . Для очень и очень толстых листов в 100-300мм ситуация конечно изменяется ,но не намного . Никель однако в броневой стали и при небольшом содержании серы и низком марганца на прочность и ударную вязкость влияет весьма плохо . А что будет если при плавке сталей в шихте будет и сера и никель и даже менее чем 0.03-0.04% каждой ? Правильно - в сталях будет примесь сульфида никеля ! Уже один только сульфид железа делает стали хрупкими . Образуются эвтектики из сульфида никеля , сульфида железа и самого железа Эти вот эвтектики-прослойки выпадают при кристаллизации вокруг кристалликов стали окружая и разделяя их - сталь хрупкая . Эвтектики-прослойки из сульфида никеля-железа-меди с железом ! Температура плавления эвтектики железо -сульфид железа 988С , эвтектики из сульфидов цветных металлов в смеси с сульфидом железа плавятся при 750-950С ! Все тоже самое относится и к меди . Марганец обладает очень высоким сродством к сере , даже большем чем у никеля . Кристаллы сульфида марганца плавятся при 1610 С , сульфидных прослоек не образуют , и при содержании марганца в рядовых сталях более 0.3% эвтектики-прослойки не образуются . Но для броневых сталей надо иметь марганца не менее чем от 0.6% и выше - именно из-за никеля ! ( При непрерывной разливке сталей марганца вообще должно быть в 90-100 раз более чем серы в стали ! А иначе будут трещины ! ) Советская уже танковая броня на 1944 год имела : углерода от 0.22% и до 0.31% . кремния 1.3-1.4% , марганца 1.32-1.35% . хрома 0.75-0.9% , молибдена 0.15-0.18% , никеля 1.1-1.7% ,но и серы и фосфора менее чем 0.02 % . Т.е. она была очень хорошо раскисленная кремнием , содержание марганца было с избытком выше, чем надо для ликвидации вредного действия сульфидов железа и никеля . |
|
|
Молибденовая сталь Путиловского завода с её-о 3.5-4% молибдена вовсе никакая не броневая и даже не конструкционная . а инструментальная - чисто наш эрзац первого вольфрамового быстрореза с 5% вольфрама - знаменитого самокала Роберта Мюшета ! Из этого путиловского молибденового сплава делали резцы , фрезы ,сверла ,метчики и плашки и т.д. - т.е. ходовой металлорежущий инструмент ! С месторождениями вольфрамовых руд тогда было у нас совсем плохо , а месторождения молибденовых руд уже были известны ! Без-вольфрамовые , но молибденовые быстрорежущие стали вполне себе употребляются и ныне , особенно в США (так как в США имеются значительные количества отечественных молибденовых руд ) ,например их стали серии М50 . Наши тоже такие есть - типа 11М5Ф и ей подобные Вообще молибденовые быстрорежущие стали в производстве много сильно сложнее , чем вольфрамовые ,но по цене дешевле . Особенно при термической обработке ( склонность к потере углерода ) - у меня на заводе такие стали нагревают под закалку в чугунной стружке и в защитной атмосфере , закалка ведётся в средах содержащих углерод . Тем более замечательный успех инженеров Путиловского завода умудрившихся наладить тогда выплавку такой быстрорежущей стали ! Наверное можно было-бы из закалённой путиловской молибденовой стали делать бронебойные наконечники и вставки для бронебойных снарядов . Для броневых сталей содержание молибдена обычно не превышает 0.5-0.6% ( реже в пределах от 0.6-0.8% и совсем редко в пределах от 0.8-1.2% ) , по Е.А.. Камаеву не должно быть более чем 0.4% и не менее чем 0.2% И потому они гораздо проще в производстве . Например современная высокопрочная броневая сталь Н.Н. Булкина и соавторов содержит : % углерод 0,28-0,40, кремний 0,80-1,40, марганец 0,50-0,80, хром 0,10-0,70, никель 1,50-2,20, молибден 0,30-0,80, алюминий 0,005-0,05, медь не более 0,30, сера не более 0,012, фосфор не более 0,015, железо - остальное. Современная высокопрочная броневая сталь вышеупомянутого Е.А.. Камаева и соавторов содержит : %: углерод 0,44-0,48; кремний 1,2-1,6; марганец 0,3-0,6; хром 1,3-1,7; никель 1,4-1,8; молибден 0,2-0,4; серы и фосфора совокупно менее чем 0.01 % , железо - остальное. |
|
|
Ни молибден ,ни никель при выплавке не окисляются и в шлаки не уходят , потому и практически полностью переходят в готовый металл . Потому выдержать требуемый состав по этим элементам очень и очень просто . При выплавке сталей в кислом мартене процесс доводят до "кипения ванны крупным пузырём" , при этом усреднение состава плавки всегда и получается . Я-же предлагаю к этому ввести предварительное рафинирование и легирование из синтетических шлаков . Т.е. удалить серу и фосфор до совокупно менее чем 0.0% и ниже . Имеем такое . При отношении массы чугуна с 0.5% фосфора и 1% кремния и 10% от массы чугуна флюса из окиси кальция и хлористого кальция содержащего 10-15% пиролюзита ,то марганец почти( 80-90% ) весь в металл и переходит , никель весь ,молибден весь , титан на 1-5% . При этом фосфор окисляется практически до следовых значений , кремний на 60-70% , углерод на 50% . Если в флюсе от 30% основных щелочноземельных окислов ,то рефосфорация не происходит и при от 1.5% фосфора в чугуне . Но масса флюса должна быть уже не менее 15% от массы чугуна и флюс должен быть жидким . Имеем за исходные марганец 0,3-0,6; хром 1,3-1,7; никель 1,4-1,8; молибден 0,2-0,4 и титан 0.05% На тонну стали Никеля 14-18 кг . Молибдена 2-4кг . Марганца 3-6кг . Титана до 0.5 кг . В чугуне примем на тонну : фосфора 5кг и кремния 10кг , углерода 35-40кг . Выгорания практически всего фосфора ,более чем 2/3 кремния и 50% углерода и должно обеспечить восстановление легирующих и удаление не только фосфора ,но и серы . Т.е. масса флюса 200кг на тонну чугуна . Во флюсе будем иметь окиси никеля(2) 18-23кг , окиси молибдена (6) 3--6кг , окиси марганца (4) в виде пиролюзита 45% до 60-70кг ,окиси титана до 10кг . Итого окислителей до 90-100 кг . В остатке надо иметь от 30% окиси кальция . Получаем например 50кг окиси кальция и 50кг хлористого кальция . Такой флюс смешать с чугуном просто так уже нельзя . Он должен быть предварительно расплавлен . Для этого годится любая регенеративная вагранка с магнезит-углеродистой футеровкой . А вообще такой флюс получается очень легкоплавким и жидкотекучим . За неимением хлористого кальция ( отход содового производства по способу Сольве ) годится плавиковый шпат (флюорит ) - фтористый кальций . Легирование хромом осуществляется за счет его восстановления из шлака кремнием при плавке при кремний-восстановительном процессе . Для восстановления хрома надо иметь шлаки с невысокой основностью и лучше кислые шлаки и высокую температуру в мартене . Из силиката хрома он хром восстанавливается намного лучше ,чем из хромитов . Окись хрома (3) плавится при 2275С , хромит железа при 1900 С , силикат хрома при 1400-1500С . Но вот выплавка хромистых сталей особо осложняется тем ,что фосфор всегда и окисляется вместе с хромом и восстанавливается вместе с ним . Для хороших хромистых сталей ещё в начале 70-х требовали обычно не более чем 0.04% серы и фосфора , а ныне уже менее чем 0.01% и ниже . Более того известно ,что для высоко-хромистых сталей вроде 20Cr10Ni снижение содержания фосфора с 0.02% до 0.002% повышает коррозионную стойкость под нагрузкой с 3-4 часов до 25-30 часов . Фосфор как установлено весьма вредно влияет не только коррозионную стойкость , а и на ударную прочность хромистых , хромо-никелевых и хром-титан-никелевых сталей . за счет образования фосфидов хрома и эвтектики из фосфидов железа-хрома ! В основных печах для недопущения восстановления фосфора держат высокую основность шлака - 2.6-3 ,но из высоко- основных шлаков хром очень плохо восстанавливается и требует очень высоких температур ,т.. к .шлаки получаются и очень тугоплавкие и очень вязкие . Предварительное удаление фосфора ( и серы ) из чугуна позволяет вести выплавку хромистой стали именно в кислой печи по кремний-восстановительному процессу . Но тут надо "раскочегарить" печь до максимально возможных по термостойкости футеровки температур . И использовать жидкое топливо и регенераторы как можно большего размера . И это тем более важно ,что и на 50-е годы 20-го века ходовые ферросплавы имели не меньше чем 0.2-0.45% фосфора и до 0.04% серы . Особенно много фосфора заносилось с ферромарганцем . Отличная сталь бывало сильно портилась при её раскислении или легировании ! Потому легирующих и раскислителей надо вносить самый минимум. Плавка по кремний-восстановительному процессу не требует раскислителей и минимального количества ферромарганца или шпигеля и ферросилиция как уже легирующих. При вводе марганца при внепечной обработке чугуна, можно сохранить большую часть марганца при плавке по кремний-восстановительному процессу. Марганец сперва частично окислится, но затем полностью восстановится обратно. Удаление фосфора (и серы) из уже готовой стали можно весьма просто устроить за счет инжекции порошка карбида кальция в токе азота в жидкий металл - так при 28кг карбида на тонну стали удаление фосфора из малоуглеродистых сталей достигает до 86% , углеродистых до 55% . Китайцы Чи Шуи и Га О Фен изобрели и внедрили технологию продувки хромистых сталей смесью порошков карбида и силицида кальция с добавками из плавикового шпата ((флюорит ) - фтористый кальций) и(или ) хлористого кальция - в токе аргона или азота . При расходе 35кг смеси на тонну получили степень удаления фосфора из стойких к коррозии сталей от 63% и до 78% с добавками из плавикового шпата ((флюорит ) - фтористый кальций) и(или ) хлористого кальция степень удаления фосфора не была менее чем 70-75% . Но сталь должна быть легирована титаном - для связывания азота ! |
|
|
... Более-менее приемлемый популярный обзор.Сталь 4140 также известна Артиллерийская сталь, была одной из ранних сплавов содержащих много элементов, использовалась в 1920 году для рам в авиастроении и автомобильных валов, помимо оружейного производства. Эта сталь имеет около 1 процента хрома; 0.25 процента молибдена; 0.4 процента углерода, 1 процент марганца, около 0.2% кремния и не больше чем 0.035 процента фосфора, как и не больше 0.04% серы. Все остальное это 94.25% остается железу. Какое большое отличие между сталью 4140 и 4150? 4150 имеет 0,5% углерода в составе. Этот лишний 0,1% дает марке 4150 большую жесткость, которая делает ее более трудно обрабатываемой, но армия США желала эту износостойкость и решила что цена, оправдана. ... Стали 41xx. Вот всё-таки история внедрения сталей и сплавов гуглится заметно хуже, чем хотелось бы. |
|
|
Стеклотекстолит в броне: дёшево и сердито
Показать полностью
... Стеклотекстолит представляет собой слои ткани, состоящей из стекловолокон различной структуры и состава. Эти слои скрепляются между собой полимерными веществами. В бронировании танков используется довольно твёрдый стеклотекстолит плотностью 1,8-2 г/см³, изготовленный из стеклоткани со связующим компонентом ПВБ (поливинилбутираль) или БФ-2. ... В результате, рассматривая верхнюю лобовую деталь Т-64, мы имеем следующий «слоёный пирог»: лицевой (верхний) стальной бронелист средней твёрдости толщиной 80 мм + слой стеклотекстолита из нескольких листов общей толщиной 105 мм + подпорный тыльный стальной бронелист средней твёрдости толщиной 20 мм. Вся эта бронедеталь толщиной 205 мм установлена под углом 68° от вертикали. С учётом угла наклона приведённая (горизонтальная) её толщина составляет 547 мм. ... PS Композит вместо алюминия. Экспериментальная бронемашина ACAVP ... Ее предлагалось выполнить на матрице из эпоксидной смолы с наполнением из листового материала. При этом требовалось опробовать разные смолы и материалы и сравнить их. На этом этапе важным фактором стала стоимость. Так, стандартные сорта стеклоткани с ограниченными характеристиками прочности обходились всего в 3 фунта за килограмм. Более прочное арамидное волокно (кевлар) обходилось в 20 фунтов за 1 кг. Имелся широкий выбор эпоксидных смол, стоимость которых колебалась в широких пределах. Окончательный состав брони для опытной машины ACAVP определили в 1993 г. Ее предлагалось выклеивать из стеклоткани от компании Hexcel Composites с использованием смолы типа Araldite LY556 от компании Ciba. Также требовались формы и другая оснастка для производства – за них отвечала компания Short Brothers. Детали должны были изготовляться по технологии вакуумного формования. В специальный термостойкий мешок закладывались листы стеклоткани, и эта сборка помещалась в форму. При помощи внутри мешка создавался вакуум, после чего внутрь подавалась смола. После пропитки листов смолой будущая композитная деталь помещалась в печь для спекания. ... |
|
|
"При обстреле снарядами со скоростью около 1000 м/с под прямым углом его стойкость примерно равна стойкости броневой стали средней твёрдости"
*массовая Автор открыл ЧВКБ и разжевал. "Одним из требований к броне Т-64 было обеспечение защиты от подкалиберных неоперённых снарядов с отделяющимся поддоном 105-мм британской пушки L7. Её снаряды, изготовленные из твёрдых и тяжёлых вольфрамовых сплавов, не обладали должной стабильностью при пробитии наклонных броневых преград из-за небольшой длины сердечника и его физич" Эти снаряды не были монолитными и имели стальную рубашку. Дальше автор говорит про сердечник, но тут про "снаряд". |
|
|
финикийский_торговец
Мне, вообще-то, в этой статье не хватило грязных подробностей про стеклотекстолит сам по себе. Технология, развёртывание производства - надо будет, под настроение, копнуть. |
|
|
Высокоотпущенная высокой твёрдости – экспериментальная броня для танков ИС
Показать полностью
... Повышенная хрупкость брони высокой твёрдости затрудняет возможность её применения для защиты от снарядов крупнокалиберной артиллерии. Технологический процесс изготовления брони высокой твёрдости более сложен и менее стабилен в производстве, что нередко сопровождается большими затруднениями. Особенно большие трудности возникают в производстве, в связи с образованием трещин на корпусах при их сварке и в процессе дальнейшей эксплуатации танков. ... Главной и отличительной особенностью технологии изготовления брони средней твёрдости по сравнению с бронёй высокой твёрдости является проведение операции отпуска, после закалки, при температурах достаточных для снятия значительной части остаточных напряжений. В самом деле, непосредственно после закалки броневые детали получают большие остаточные напряжения, величина которых достигает значений – 100-120 кг/мм2. При изготовлении брони высокой твёрдости, в процессе отпуска, выполняемого при сравнительно невысоких температурах 200-270 градусов, остаточные напряжения снижаются лишь частично. Величина остаточных напряжений в деталях брони высокой твёрдости, подвергаемых после низкого отпуска правке, достигает значений не менее 60-90 кг/мм2. ... В процессе сборки и последующей сварки возникают дополнительные остаточные напряжения, связанные с большой жёсткостью закрепления деталей, а также вследствие особых условий нагрева и охлаждения при сварке в зоне сварного шва. Суммарная величина остаточных напряжений в отдельных участках зоны сварного шва может оказаться достаточной для образования хрупких надрывов. Дальнейшее развитие хрупких надрывов и трещины большой протяжённости определяется величиной остаточных напряжений, полученных в результате термической обработки, правки и условия закрепления свариваемых деталей. ... Хром в этом отношении влияет значительно активнее марганца, однако все же хромистые стали оказываются недостаточно устойчивыми даже при содержании в них 0,30 процента молибдена. Лишь в случае содержания хромистой стали около 0,4 процента молибдена достигается необходимая для брони высокой твёрдости твёрдость при отпуске порядка 600 градусов. Интересно отметить, что повышение хрома с 2 до 2,5 процентов не отражается существенно на устойчивости твёрдости стали при отпуске. Ещё более активно, чем молибден, влияет в рассматриваемом направлении ванадий, что объясняется более высокой температурой выделения его карбидов при отпуске. Данные таблицы могут быть приняты как отправленные для конструирования марки стали высокоотпущенной брони высокой твёрдости. Очевидно, что наиболее рациональными по составу должны быть признаны марки стали на хромо-молибденовой основе, содержащие около 0,4-0,45 процента молибдена, или хромо-молибдено-ванадиевые, имеющие в своём составе до 0,15-0,20 процента ванадия. Содержание хрома в них, очевидно, должно быть задано не менее 1,5 процентов. Более высокое содержание хрома, как уже отмечалось выше, не вносит принципиальных изменений в отношении устойчивости твёрдости после отпуска, однако оно может быть продиктовано необходимостью улучшения прокаливаемости, в случае изготовления брони значительной толщины. Что касается содержания никеля, то поскольку никель, относящийся к группе элементов, не образующих карбидов и, следовательно, не оказывающих существенного влияния на устойчивость твёрдости стали при высоком отпуске, его введение в стали для высокоотпущенной брони не является обязательным и может вызываться лишь стремлением улучшить технологические свойства и, в частности, получить необходимую прокаливаемость в больших сечениях брони. В заключение следует отметить, что, очевидно, в марках стали для высокоотпущенной брони высокой твёрдости должно быть принято повышенное содержание углерода сообразно количеству карбидообразующих элементов. Расчёт показывает, что для эффективного использования влияния этих элементов при содержании их в количестве 2,5-3,0 процента, содержание углерода должно быть принято в пределах 0,37-0,47 процента. Более высокое, чем 0,5 процента, содержание углерода нецелесообразно, ввиду неизбежного ухудшения технологических свойств стали (трудность обработки на волокно, излишняя закаливаемость и т. п.). ... https://topwar.ru/uploads/posts/2025-10/cea043d6ea_3.webp ... |
|
|
«К вопросу о причинах образования трещин на литых башнях производства завода № 112». Отчет 1943 года
Показать полностью
... Отпуск — технологический процесс, заключающийся в термической обработке закалённого на мартенсит сплава или металла, при которой основными процессами являются распад мартенсита, а также полигонизация и рекристаллизация. Высокий отпуск проводят при температурах 500—680 °C. При этом остаётся высокая прочность и пластичность, а также максимальная вязкость. Высокому отпуску подвергают детали, воспринимающие ударные нагрузки (броня, зубчатые колёса, валы). Прибыль (в литейном производстве) — верхняя, нижняя или боковая часть стального слитка (отливки), габариты которой выступают за пределы требуемых размеров. Её назначением является подпитывание отливки жидким металлическим расплавом в ходе его затвердевания. Метод Бринелля — стандартизированный метод определения твёрдости в материаловедении, основанный на вдавливании в исследуемый металл твердосплавного шарика диаметром от 1 до 10 мм. Ликвационный процесс - сегрегация, неоднородность химического состава стали, возникающая при его кристаллизации. ... К сожалению, при проведении этой работы пришлось столкнуться на заводе с весьма ограниченными возможностями не только в отношении измерительной аппаратуры, но и в отношении использования достаточно квалифицированных наблюдателей. В этом цехе, где проводилось наблюдение за основной массой башен, печи для отпуска не имеют термопар. В связи с этим пришлось ограничиться только регистрацией расположения башен в печи как косвенного показателя того, насколько хорошо была прогрета данная башня в процессе нагрева и выдержки. В зависимости от размеров печи одновременно подвергались отпуску от двух до шести башен, причём в последнем случае башни укладывались в два ряда. ... Это указывает на то, что как огнерезка, так и закалка, безусловно, вызывают образование трещин /о влиянии закалки см. дальше/. Однако образование этих трещин происходит преимущественно в тех местах, где металл менее всего способен сопротивляться напряжениям, возникшим при отрезке огнём прибылей и при закалке механически обработанных башен. Такими местами, несомненно, являются участки кольца башни, на которых при отливке располагались прибыля. В этих местах, несомненно, в более сильной степени протекали ликвационные процессы. ... Казалось, было можно утверждать, что указанная связь целиком обусловлена тем, что отрезка огнём прибылей, имеющих более тонкие основания, уменьшает степень разогрева металла в зонах, прилегающих к резу, и тем самым уменьшает напряжения и вызываемые ими трещины. В группе башен с более толстой стенкой кольца /припуск на механической обработки составляет 50 мм/, количество башен с трещинами, обнаруженными после механической обработки, составляет 60 процентов. При переходе на малый припуск /15 мм/, количество башен с трещинами снизилось до 15-20 процентов, что вполне понятно, если связывать это с меньшим разогревом кольца в местах отрезки прибылей. В группе башен с большим припуском на механическую обработку /толщина стенки 120 мм/ количество башен с трещинами, обнаруженными после закалки, составляет 55 процентов. При переходе на малый припуск также наблюдается снижение до 23-41 процента. Однако это снижение никак нельзя объяснить уменьшением напряжений, связанных с режимом нагрева под закалку, остаётся практически постоянной, не зависящей от величины припуска на механическую обработку. Поскольку закалочные напряжения получаются прежними, а кол-во трещин в среднем уменьшалось, надо считать, что повысилась в среднем прочность металла. Это повышение прочности можно объяснить повышением физической и химической неоднородности металла, полученной в результате уменьшения развития ликвационного процесса при застывании кольца башни в связи с уменьшением его массивности. ... |
|
 Включить тёмную тему
Включить тёмную тему


 VKontakte
VKontakte WhatsApp
WhatsApp Telegram
Telegram Отключить рекламу
Отключить рекламу